Never Miss a Defect with Verification Machine Vision Systems
Defects can compromise product quality and customer satisfaction. A verification machine vision system ensures precision in defect detection, automating the process with advanced technologies like AI and machine learning. These systems achieve remarkable accuracy: over 99% in identifying flaws and 98.5% in object detection, drastically reducing false positives. For instance, an automated model successfully classified metal surface defects with 93.5% accuracy. Enhanced algorithms also improve results, as seen when a model's accuracy rose from 21.6% to 65% after training adjustments. This technology empowers you to maintain consistent quality while minimizing errors.
Key Takeaways
- Machine vision systems find defects automatically with over 99% accuracy.
- They lower mistakes made by people, giving better and steady results.
- Using these systems saves money by cutting labor costs and boosting production.
- AI and machine learning make these systems smarter and more accurate.
- Industries like cars, electronics, and healthcare use them for better quality and efficiency.
What Are Verification Machine Vision Systems?
Definition and Core Components of Verification Machine Vision Systems
A verification machine vision system is an advanced technology designed to automate defect detection and quality assurance processes. These systems use cameras, sensors, and software algorithms to capture and analyze images of products or components. By comparing captured data against predefined standards, they identify irregularities with remarkable precision.
Industry standards provide a framework for understanding these systems. For example:
| Standard | Description |
|---|---|
| EMVA 1288 | Discusses camera performance metrics and measurement methodologies. |
| VDI/VDE/VDMA 2632 | Aids in communicating project requirements and improving integration. |
| NIST Standards | Defines 3D imaging systems, including performance metrics and validation. |
| ASTM Standards | Focuses on testing and validation metrics for 3D imaging systems. |
These standards ensure consistency and reliability in machine vision systems, making them indispensable for modern industries.
Purpose in Quality Control and Defect Detection
Verification machine vision systems play a critical role in maintaining product quality. They automate inspections, reducing human error and ensuring consistent results.
For the intelligent industry and 4.0, quality control with Machine Vision (MV) has become essential. This advanced technological tool makes it possible to easily identify and solve any irregularity, defect, or problem that may arise during the manufacturing process.
These systems excel in diverse applications:
- Automotive manufacturing: Detecting surface defects, verifying part orientation, and guiding assembly robots.
- Electronics: Checking solder connections on PCBs and verifying connector pin positions.
- Food and packaging: Ensuring seal integrity, validating labels, and detecting tamper-proof seals.
- Semiconductors: Inspecting wafers and masks using ultraviolet light.
By automating these tasks, verification machine vision systems reduce defects, increase production yield, and improve compliance with regulations. Their ability to enhance tracking and tracing further solidifies their importance in quality control processes.
How Do Verification Machine Vision Systems Work?
Step-by-Step Process of Vision Inspection Systems
A vision inspection system follows a structured process to ensure accurate defect detection and quality control. Each step plays a vital role in achieving reliable results. Here's how it works:
- Image Acquisition: High-resolution cameras capture images or videos of the objects being inspected. This step ensures that every detail is recorded for analysis.
- Illumination: Proper lighting enhances image quality. Techniques like backlighting or diffuse lighting help highlight defects that might otherwise go unnoticed.
- Image Preprocessing: The system improves raw images by adjusting brightness, removing noise, and correcting distortions. This step ensures the data is clean and ready for analysis.
- Image Analysis: Algorithms evaluate features such as color, shape, and texture. This analysis helps identify irregularities or deviations from the standard.
- Pattern Recognition: The system compares the analyzed data to predefined patterns. It distinguishes between acceptable and defective items, ensuring only high-quality products move forward.
Tip: Using diagrams like P-Diagrams or Cause & Effect Diagrams can help you understand how these systems handle variations and environmental factors.
By following these steps, a verification machine vision system ensures precision and consistency in defect detection.
Role of AI and Machine Learning in Vision Inspection Systems
AI and machine learning have revolutionized vision inspection systems. These technologies enhance the system's ability to detect defects and adapt to new challenges.
For example, AI-powered collaborative robots are now used in automotive manufacturing for paint inspections. These robots rely on high-resolution cameras and machine learning algorithms to identify paint defects with remarkable accuracy. Similarly, a major communications company implemented AI-based inspection systems to detect critical defects like switched buttons and missing labels. This reduced inspection time and improved defect detection rates.
The integration of AI with robotics has also advanced inspection capabilities. Vision-guided robotics (VGR) combines AI algorithms with robotic systems, enabling precise analysis of intricate items. This approach enhances flexibility and accuracy in quality control processes.
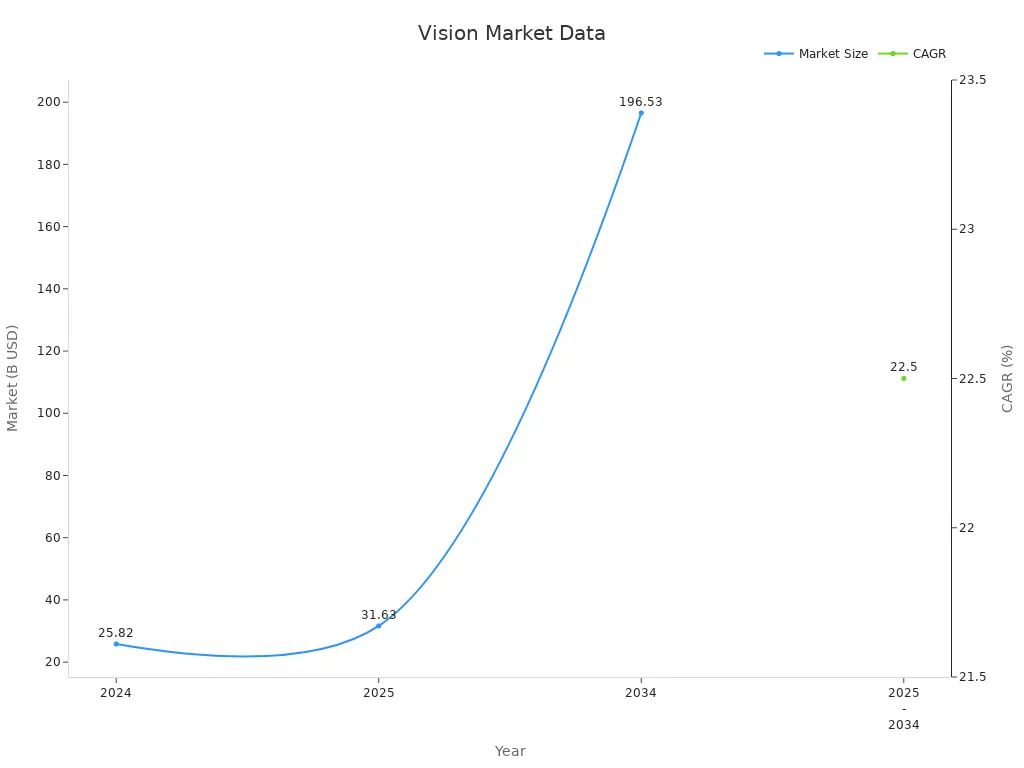
The market for AI in machine vision is growing rapidly. Here's a snapshot of its projected growth:
| Metric | Value |
|---|---|
| Projected Market Growth (2025) | USD 31.63 Billion |
| Projected Market Growth (2034) | USD 196.53 Billion |
| CAGR (2025 - 2034) | 22.50% |
| Market Size (2024) | USD 25.82 Billion |
| Key Drivers | Automation, AI in machine vision, technology advancements |
AI and machine learning make vision inspection systems smarter and more efficient. They enable these systems to learn from data, adapt to new scenarios, and deliver consistent results.
Key Benefits of Vision Inspection Systems
Enhanced Accuracy and Speed
A vision inspection system offers unmatched accuracy and speed compared to manual inspections. These systems use advanced algorithms to detect defects with precision, ensuring consistent quality. For example:
- The accuracy of vision inspection systems powered by deep learning algorithms has increased by over 30% in detecting product defects.
- These systems can inspect hundreds or even thousands of parts per minute, a feat that manual inspections cannot achieve.
- Automated inspections in mass production improve output accuracy and allow for quick feedback and adjustments.
By automating the inspection process, you can achieve faster production cycles without compromising on quality. This combination of speed and accuracy ensures that your products meet the highest standards while keeping up with demand.
Cost Savings and Reduced Human Error
Implementing a verification machine vision system can significantly reduce costs and minimize human error. Automated systems operate continuously, eliminating the need for large inspection teams and reducing labor expenses. Consider this comparison:
| Metric | Manual | Automated System | Savings |
|---|---|---|---|
| Personnel | 60 | 24 | -36 |
| Annual Labor Costs | $720,000 | $28,800 | -$691,200 |
| Weekly Savings per Line | 8 hours/day | 24/7 | Continuous |
Switching to an automated system saves $691,200 annually in labor costs alone. Additionally, these systems work around the clock, ensuring consistent results and reducing the likelihood of errors caused by fatigue or oversight. Improved measurement accuracy also enhances product quality, leading to fewer defects and higher customer satisfaction.
Industry Examples Benefiting from Vision Inspection Systems
Vision inspection systems have transformed industries by improving production quality and reducing oversight. In manufacturing, these systems monitor assembly lines to ensure safety gear is worn and machinery operates correctly. Construction sites use them to identify unsafe practices and enforce compliance with safety regulations.
The implementation of a vision inspection system for IV bags improved the consistency and reliability of the end product. Patients received high-quality IV bags, and the manufacturer reduced liability risks associated with defective products.
In healthcare, hospitals rely on these systems to monitor cleanliness and safety, reducing infection risks and ensuring patient well-being. By adopting vision inspection systems, industries can achieve higher standards of quality and safety while streamlining operations.
Applications of Verification Machine Vision Systems Across Industries

Use Cases in Manufacturing
Verification machine vision systems have revolutionized manufacturing by automating quality control and defect detection. These systems ensure consistent production standards while reducing waste. For example, machine vision technology combines hardware like cameras and sensors with software to enable machines to "see" and make decisions based on visual data. This capability allows manufacturers to inspect products, control processes, and guide robotic systems with precision.
The manufacturing sector benefits from these systems in several ways:
- Defect Detection: Identifying surface flaws, misalignments, or missing components.
- Process Control: Monitoring assembly lines to ensure smooth operations.
- Robotic Guidance: Assisting robots in tasks like welding, assembly, and material handling.
The industrial machine vision market reflects this growing demand. Valued at USD 10 billion in 2023, it is projected to reach USD 24.5 billion by 2032, with a CAGR of 10.5%. This growth highlights the increasing reliance on automation and quality inspection in manufacturing.
Applications in Electronics and Pharmaceuticals
In the electronics industry, machine vision systems play a critical role in inspecting intricate components. These systems verify solder joints, check PCB layouts, and ensure connector pins are correctly positioned. By automating these tasks, you can achieve higher accuracy and reduce production errors.
The pharmaceutical sector also relies heavily on machine vision systems. These systems ensure accurate labeling, verify lot codes, and check expiration dates, which are essential for patient safety and regulatory compliance. For instance, AI-powered systems like those from Cognex enable rapid inspections of packaging and tablets. This technology reduces false reject rates by 20%, improving operational efficiency while maintaining strict quality standards.
The medical device industry also benefits from these systems. Machine vision ensures that devices meet stringent quality requirements, enhancing safety and reliability for end users.
Automotive Sector Examples
The automotive industry uses machine vision systems extensively to improve production quality. These systems perform tasks like defect detection, part identification, and assembly verification. For example, Tesla employs advanced 2D vision systems to inspect body panel alignment and paint quality.
Machine vision systems in the automotive sector are categorized into 1D, 2D, and 3D systems. Each type serves specific purposes. While 1D systems handle simpler tasks, 3D systems excel in complex applications like measuring dimensions and inspecting intricate components. This versatility makes machine vision indispensable for modern automotive manufacturing.
Note: The integration of machine vision systems not only enhances production quality but also drives innovation across industries.
Implementation Considerations for Verification Machine Vision Systems
Cost and Integration with Existing Processes
When implementing verification machine vision systems, you must consider both cost and integration. These systems require an upfront investment, but their long-term benefits outweigh the initial expense. To ensure a smooth integration, follow these steps:
| Step | Description |
|---|---|
| 1 | Conduct an application analysis to understand project requirements. |
| 2 | Define targeted parts and identify variations. |
| 3 | Examine the entire production process and commercial considerations. |
| 4 | Develop a specification and select appropriate components. |
These steps help you align the system with your production needs. Machine vision systems improve efficiency by automating inspections and reducing error rates. They also enhance safety and provide flexibility for integration into existing lines. Companies like Ford and General Motors have successfully used these systems for model verification and quality improvement.
Training Requirements for Vision Inspection Systems
To maximize the benefits of these systems, you need to train your team effectively. Operators must understand how to calibrate cameras, adjust lighting, and interpret system outputs. Training should also cover program validation to ensure the system meets your quality standards.
You can simplify training by using user-friendly interfaces and providing hands-on practice. For example, many systems include intuitive dashboards that allow operators to monitor performance and make adjustments easily. Regular training updates ensure your team stays proficient as the system evolves.
Challenges and Solutions for Adoption
Adopting machine vision systems comes with challenges, but solutions exist for each one. Lighting variations can affect accuracy, but deep learning models adapt to different conditions. Positional sensitivity may require recalibration, yet modern systems handle camera shifts seamlessly.
| Challenge | Solution |
|---|---|
| Lighting Variations | Deep learning models are tolerant of lighting changes, maintaining accuracy across different conditions. |
| Positional Sensitivity | Deep learning models can adapt to camera shifts without needing recalibration. |
| Inflexibility to Design Changes | Custom models can detect defects across various product lines without manual updates. |
| Limited Object Recognition | Deep learning models can accurately identify objects with variations in shape, color, or texture. |
These solutions make machine vision systems reliable for feature validation and fitness for use decisions. In industries like the medical device industry, these systems ensure high-quality standards while reducing maintenance needs.
Verification machine vision systems empower you to achieve flawless quality control. These systems automate defect detection, ensuring consistent results and reducing errors. Their ability to improve efficiency makes them essential for industries like manufacturing, electronics, and healthcare.
Tip: Adopting these systems can enhance your operations and maintain high-quality standards, giving you a competitive edge.
By leveraging this technology, you can streamline processes, save costs, and deliver superior products to your customers.
FAQ
What industries benefit the most from verification machine vision systems?
Industries like manufacturing, electronics, pharmaceuticals, and automotive benefit significantly. These systems improve quality control, reduce defects, and enhance efficiency. For example, they inspect PCBs in electronics, verify labels in pharmaceuticals, and detect surface flaws in automotive parts.
How do machine vision systems reduce human error?
Machine vision systems automate inspections, eliminating the need for manual checks. They use cameras and algorithms to detect defects with high precision. This reduces the risk of oversight caused by fatigue or human limitations, ensuring consistent results.
Are machine vision systems difficult to integrate into existing processes?
No, most systems are designed for seamless integration. You can customize them to fit your production line. By conducting an application analysis and selecting the right components, you can ensure smooth implementation without disrupting operations.
Do these systems require frequent maintenance?
Machine vision systems require minimal maintenance. Regular cleaning of cameras and sensors, along with software updates, keeps them running efficiently. Advanced systems also include self-diagnostic features, reducing downtime and maintenance needs.
Can small businesses afford verification machine vision systems?
Yes, many systems are scalable and cost-effective. Entry-level solutions provide essential features at a lower cost. Over time, the savings from reduced defects and labor expenses outweigh the initial investment, making them a viable option for small businesses.
See Also
Exploring Machine Vision Systems For Defect Detection Insights
Defining The Role Of Machine Vision In Quality Assurance
Innovations In Assembly Verification Through Machine Vision Advances
Ensuring Precision Alignment With Machine Vision Systems By 2025